Методика проектирования сборных сверл со сменными многогранными пластинами
Аннотация
Дата поступления статьи: 10.06.2013В работе предложена методика геометрического анализа и анализа силового нагружения сборных сверл со сменными многогранными пластинами, позволяющая определять геометрические параметры и удельные нагрузки в каждой точке режущей кромки пластины с учетом ее ориентации в корпусе сверла. Применение данной методики позволило выявить причины низкой стойкости такого типа инструмента. Предложенная методика позволяет проектировать инструмент с минимальной неуравновешенной радиальной составляющей силы резания, что увеличивает его работоспособность и качество обработанных отверстий. В работе предложены новые конструкции сборных сверл как с двумя, так и с тремя сменными многогранными пластинами, стойкость которых повышена за счет взаимного разворота пластин с целью минимизации неуравновешенной радиальной составляющей силы резания
Ключевые слова: сборное сверло, сменная многогранная пластина, сверление, проектирование, уравновешивание, геометрический анализ, силовой анализ
Интенсивное развитие машиностроения невозможно без создания новых материалов, способных увеличивать ресурс и несущую способность техники [1]. В настоящее время эта задача успешно решается металлургической промышленностью: увеличивается изгибная прочность; твердость; способность материала выдерживать длительные контактные нагрузки; стойкость к циклическому нагружению и другие механические свойства деталей машин. В то же время, не смотря на все положительные стороны развития металлургии, встает вопрос инструментального обеспечения производства при обработке новых видов материалов. Для обработки таких материалов применение инструмента из быстрорежущей стали нецелесообразно (ввиду его низкой стойкости), а зачастую и просто невозможно [2]. Наиболее эффективным с точки зрения стойкости и производительности является применение сборного инструмента (сборные сверла, зенкеры, развертки, фрезы и т.п.) с механическим креплением твердосплавных сменных многогранных пластин (СМП).
Несмотря на это, вопрос проектирования такого типа инструмента является чрезвычайно актуальным для инструментальных предприятий в связи со специфическим свойством его конструкции: способ ориентации СМП заданной формы в корпусе инструмента определяет геометрические параметры в каждой точки режущей кромки [3].
Анализ геометрии затруднен еще и в связи с тем, что чем ближе рассматриваемая точка режущей кромки к оси инструмента, тем сильнее изменяется положение статической основной плоскости Pvc и, соответственно, статической плоскости резания Pnc [4].
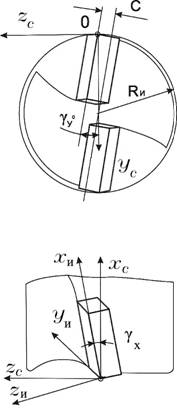
Статические геометрические параметры в произвольной точке лезвия сборных сверл определяются по заданной форме СМП с учетом ее ориентации в корпусе [5]. За начало отсчета принимается вершина О (рис.1.а), в которой скорость резания максимальна. Оси станочной системы координат xyz имеют следующие направления относительно инструмента: Ox – вдоль оси сверла; Oy – по радиусу; Oz – касательно к диаметру. Расположение СМП в корпусе сверла определяется двумя углами: осевым γx и радиальным γy, положительные значения которых показаны на рис.1. В отличие от γx, имеющего одинаковое значение для каждой точки главной режущей кромки, величина γy зависит от радиуса, на котором расположена текущая т.А.
 |
|
|
а) |
б) |
|
Рис.1 Расчетные схемы для сборного сверла: а – углы ориентации СМП в корпусе сверла; б - статические геометрические параметры |
|
Инструментальная система координат XиYиZи центр которой расположен в т.О жестко связана с СМП, причем ее плоскость XиОYи всегда параллельна опорной поверхности гнезда корпуса под режущую пластину [4]. Угол γy часто на рабочих чертежах концевых инструментов задается расстоянием с от вершины СМП до диаметральной плоскости, параллельной обеим пластинам (см. рис. 1) Тогда в точке О имеет место формула:
 , где rи – радиус инструмента.
, где rи – радиус инструмента.
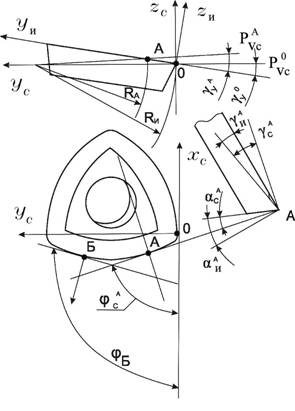
Возьмем на рабочем участке режущей кромки СМП произвольную точку А (рис.1.б). Параллельный перенос станочной системы координат из т.О в т.А дает статическую систему координат [4]. Положение статической основной плоскости в этой точке PАvc изменится по сравнению с точкой О и фронтальный угол ориентации СМП для нее определится из соотношения:
 , где rА – величина радиуса точки А.
, где rА – величина радиуса точки А.
Статические геометрические параметры для т.А режущей кромки определяются из соотношений [5, 6]:
 ;
;
![]() ;
;
 ;
;
![]() ;
;
где φсА – статический угол в плане для т.А;
λсА – статический угол наклона режущей кромки в т.А;
γсА – статический передний угол в т.А;
αсА – статический задний угол в т.А;
γх– фронтальный угол ориентации СМП в корпусе сверла;
φиА– инструментальный угол в плане для т.А.
γПА –передний угол на пластине в т.А;
αПА –задний угол на пластине в т.А;
Зависимости изменения статических геометрических параметров сборного сверла с СМП (рис.2) от углов ориентации пластины в корпусе представлены на рис.3.

Рис.2 Общий вид сверла с СМП
|
|
|
|
а) |
б) |
Рис.3 Изменение статических геометрических параметров по длине режущей кромки: а) центральная пластина, б) периферийная пластина.
Наряду со статическими геометрическими параметрами немаловажную роль на процесс сверления оказывает кинематика процесса, а именно – влияние вектора подачи на направление результирующего вектора скорости. Кинематическая основная плоскость Pvк проводится через исследуемую точку режущей кромки пластины перпендикулярно направлению скорости результирующего движения резания Vе. Это аналогично повороту станочной системы координат XYZ вокруг оси OY на угол ψ=arctg(Vs/V) против часовой стрелки, который во всех точках режущей кромки СМП определяется аналогично углу ориентации пластины в корпусе инструмента γх.
Кинематическая составляющая оказывает наибольшее влияние на геометрические параметры в области, расположенной наиболее близко к оси инструмента. Ее влияние тем больше, чем меньше величина с (см. рис.1.а).
Для выяснения причин низкой стойкости сборных сверл с СМП необходимо определить величину и направление сил, действующих в процессе сверления. Для расчета составляющих силы резания была использована методика, основанная на суммировании удельных сил, действующих на единицу длины режущих кромок сверла [7, 8]. Данные об удельных силах берутся из экспериментов по точению соответствующих материалов инструментом с геометрией, найденной при геометрическом анализе режущих пластин сверла. В соответствии с этой методикой режущие кромки пластин разбиваются на элементы равной длины (рис.3) и для каждого элемента с учетом статических геометрических параметров определяются величина и направление действия составляющих силы резания.
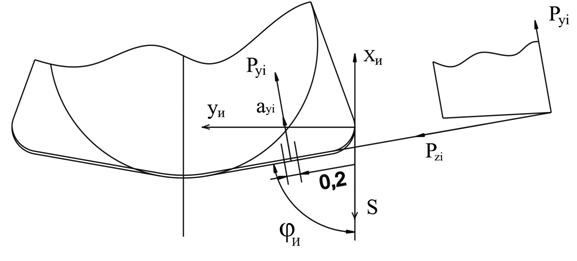
Рис.3 Схема разбиения режущей кромки СМП для определения элементарных составляющих силы резания
Суммарные составляющие силы резания на всей длине режущей кромки определяются по формулам:
 ;
;
 ,
,
где Pyi, Pzi – соответственно радиальная и тангенциальная составляющая силы резания в инструментальной системе координат, приходящаяся на единицу длины режущей кромки;
φИi – угол в плане в инструментальной системе координат;
γyi – фронтальный угол ориентации СМП.
В связи с тем, что в каждой точке режущей кромки геометрические параметры и скорость резания различны, для определения Pyi и Pzi необходимо знать значения составляющих силы резания с учетом этих параметров и скорости резания, т. е. иметь зависимость ![]() и
и ![]() . Для установления этих зависимостей был проведен ряд экспериментов по точению закаленной стали 40Х твердостью 368 HB инструментом с геометрическими параметрами, соответствующими параметрам сборного сверла (см. рис.2).
. Для установления этих зависимостей был проведен ряд экспериментов по точению закаленной стали 40Х твердостью 368 HB инструментом с геометрическими параметрами, соответствующими параметрам сборного сверла (см. рис.2).
С использованием результатов этих экспериментов расчетом установлено, что при сверлении сверлами рассматриваемой конструкции возникает значительная неуравновешенная радиальная сила (эпюры распределения Py и направление действия представлены на рис. 5), которая в условиях низкой жесткости технологической системы рельсосверлильной машинки вызывает колебания сверла и повышенный износ его режущих пластин. Очевидно, что для повышения работоспособности сверл необходимо стремиться к тому, чтобы неуравновешенная радиальная составляющая силы резания была равна нулю.
Рис. 5 Эпюры распределения составляющей силы резания Py по длине рабочих участков режущих кромок СМП сверла
По результатам геометрического и силового анализа предложены новые конструкции сборных сверл с СМП [9]. Одним из способов повышения работоспособности является взаимный разворот пластин на угол ψ для двухперового сверла (рис.6.а) и углы α и δ для трехперового (рис.6.б) таким образом, чтобы суммарная неуравновешенная радиальная составляющая силы резания PΣyz была минимальной:
![]() – для двухперого сверла, где
– для двухперого сверла, где
Pпy, Pцy – радиальная составляющая силы резания, приходящаяся на периферийную и центральную пластину соответственно;
Pпz, Pцz – тангенциальная составляющая силы резания, приходящаяся на периферийную и центральную пластину соответственно.
![]() – для трехперого сверла, где
– для трехперого сверла, где
Py1, Py2, Py3 – радиальная составляющая силы резания, приходящаяся на 1-ю, 2-ю и 3-ю пластину соответственно;
Pz1, Pz2, Pz3 – тангенциальная составляющая силы резания, приходящаяся на 1-ю, 2-ю и 3-ю пластину соответственно.
 |
|
|
а) |
б) |
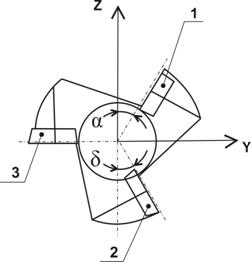
Рис. 6 Взаимный разворот пластин на сборном сверле с СМП для уравновешивания суммарной радиальной составляющей силы резания Py
При этом припуск, срезаемый сверлом за один оборот определяется величиной подачи S и делится между пластинами только по длине режущей кромки каждой из них, участвующей в резании.
Если профиль режущих кромок пластин и их взаимное расположение будет таким, что припуск будет делиться между пластинами не по длине, а по толщине (как и у обычного спирального сверла), необходимо определить, какая его доля будет приходиться на каждую пластину. При этом, в связи с тем, что у спирального сверла режущие кромки расположены симметрично, толщина срезаемого слоя между ними делится пропорционально. То же самое справедливо и для случая, когда угол взаимного разворота пластин ψ=0°. Но в случае взаимного разворота пластин на угол ψ (рис. 6.а) на пластины будет приходиться следующая часть общего припуска S=Sп+Sц, срезаемого за один оборот [10]:
![]() – для периферийной пластины, (1)
– для периферийной пластины, (1)
![]() – для центральной пластины. (2)
– для центральной пластины. (2)
Аналогично определяется доля общего припуска ![]() , приходящаяся на каждую пластину для сборного сверла, имеющего три несимметрично расположенных СМП (рис.6.б):
, приходящаяся на каждую пластину для сборного сверла, имеющего три несимметрично расположенных СМП (рис.6.б):
![]() – для пластины №1 (3)
– для пластины №1 (3)
![]() – для пластины №2 (4)
– для пластины №2 (4)
![]() – для пластины №3 (5)
– для пластины №3 (5)
В случае, если срезаемый слой делится между пластинами не по ширине, а по толщине, то формулы (1)-(5) позволят определить долю общего припуска (зная подачу S, с которой работает инструмент), приходящуюся на каждую пластину, независимо от взаимного разворота пластин для сверла, имеющего как две, так и три СМП.
Аналогичным образом определяется доля общего припуска, приходящаяся на каждую из пластин для инструментов (и не только сборных сверл), имеющих количество несимметрично расположенных СМП больше трех.
Таким образом, данная методика геометрического и силового анализа позволяет проектировать сборные сверла с СМП с минимальной неуравновешенной составляющей силы резания, тем самым, обеспечивая максимальную стойкость инструмента и точность получаемых отверстий, как при работе на станках с высокой, так и невысокой жесткостью технологической системы.
Список литературы:
- Демаков Д. В. Краткий анализ исследований проблем развития регионального машиностроения // Инженерный вестник Дона [Электронный ресурс]: электрон. науч.- инновац. журн. – 2012. - № 3. - Режим доступа: http://www.ivdon.ru/magazine/archive/n3y2012/979. – Загл. с экрана. – Яз. рус.
- Моховиков А. А. Применение критерия равнопрочности при проектировании сменных режущих пластин для отрезных и канавочных резцов /А. А. Моховиков, С. В. Корчуганов // Инженерный вестник Дона [Электронный ресурс]: электрон. науч.- инновац. журн. – 2013. - № 2. - Режим доступа: http://www.ivdon.ru/magazine/archive/n2y2013/1619. – Загл. с экрана. – Яз. рус.
- Petrushin, S. I. Geometric analysis of composite cutting tools with replaceable polyhedral plates / S. I. Petrushin, R. Kh. Gubaidulina, A. A. Bakanov, A. V. Makhov // Russian Engineering Research. – Allerton Press, Inc. – 2009. – Volume 29. – Number 6. – P. 587-594.
- Петрушин, С. И. Основы формообразования резанием лезвийными инструментами : учеб. пособие / С. И. Петрушин. – Томск : Изд-во НТЛ, 2004. – 204 с.
- Bakanov, A. A. The Geometrical Analysis of Drills with RMP Mechanical Fastening Works / A. A. Bakanov // International Journal of Advances in Machining and Forming Operations. - 2009. – Vol. 1. - Number 1. - P. 47-57.
- Баканов, А. А. Поиск оптимальной конструкции сборных сверл со сменными многогранными пластинами при сверлении железнодорожных рельсов / А. А. Баканов // Известия ТПУ. – 2007. – Т. 311. – № 2. – С. 23–26.
- Баканов, А. А. Определение силы резания при сверлении сверлами с СМП / А. А. Баканов // Фундаментальные исследования. – 2006. – № 6. – С. 49.
- Баканов, А. А. Работоспособность сверл с СМП при сверлении железнодорожных рельсов / А. А. Баканов, С. И. Петрушин // Современные проблемы машиностроения : труды III Междунар. научно-техн. конф. – Томск : Изд-во ТПУ, 2006. – С. 186–189.
- Баканов, А. А. Совершенствование конструкции сборного сверла со сменными многогранными пластинами / Г. И. Коровин // Обработка металлов (технология, оборудование, инструменты). – 2007. – № 2 (35). – С. 31–32.
- Баканов, А. А. Определение доли припуска, приходящегося на каждую пластину при обработке отверстий сборными сверлами с СМП / А. А. Баканов, А. А. Ласуков // Инновационные технологии и экономика в машиностроении : труды IV Международной научно-практической конференции с элементами научной школы для молодых ученых – Томск : Издательство Томского политехнического университета, 2013. – С. 191–193.