Анализ эффективности автоматизации процесса заготовки вторсырьяна производственном предприятии
Аннотация
В работе описан один из основных медов автоматизации процесса заготовки вторсырья, использующий систему массового обслуживания. Исследования выполнены на базе производственно-заготовительного производства по заготовке, обработке и сбыту вторсырья.
Ключевые слова: анализ, автоматизация, эффективность, производство, система массового обслуживания, вторсырье
05.13.06 - Автоматизация и управление технологическими процессами и производствами (по отраслям)
1.Введение
В статье описан один из основных медов автоматизации процесса заготовки вторсырья, использующий типовые решения в комплексе.
Исследования выполнены на базе производственно-заготовительного производства (ПЗП).
Любая система, в которую входит человек, является социальной. Поэтому любую компаниюследует рассматривать как социально-экономическую систему. В данном случае рассматривается линейная система, с линейными взаимодействиями и линейными законами развития. Рассмотрим схему заготовки текстильного вторсырья как социальную систему.
2.Процесс заготовки до автоматизации
Процесс на въезде машины на приемный пунктПЗП:
- Открытие ворот охранником
- Заезд машины на весы
- Водитель выходит из машины и идет к сотруднику ПЗП на весовой для информирования о поставке вторсырья
-
Информирование. Вбивание вручную в АРМ «Заготовка» данных
- о поставщике
- о машине
- о грузе (сорт, вес БРУТТО)
- Водитель идет к машине и садится в нее
- Съезд машины с весов
- Пока машина на весах, охранник закрывает ворота, чтобы контролировать въезд машин на весы, дав, тем самым, весам стабилизироваться и подготовить автоматизированную систему для приемки следующей машины
Похожий процесс происходит на выезде машины с приемного пункта ПЗП:
- Заезд машины на весы
- Водитель выходит из машины и идет к сотруднику ПЗП на весовой для информирования о сдаче вторсырья
-
На весовой оператор ИС:
- Показывает табло с весом машины уже без груза
- Выдает квитанцию с весами БРУТТО и НЕТТО
- Водитель идет к машине и садится в нее
- Съезд машины с весов
- Закрывание ворот
Выше описанный процесс происходит с каждой машиной-поставщиком. Для определения необходимости автоматизации процесса заготовки вторсырья, необходимо делать временные замеры [1]. В результате получаются следующие усредненные результаты (Табл. 1):
Таблица 1. Расчет времени заготовки до автоматизации
|
Действие |
Время (t, сек) |
|
|
Взвешивание (БРУТТО) |
145 |
|
|
Открывание ворот |
20 |
|
|
Заезд машины на весы |
10 |
|
|
Водитель выходит из машины |
30 |
|
|
Информирование о поставщиках |
20 |
|
|
Водитель садится в машину |
30 |
|
|
Съезд машины с весов |
15 |
|
|
Закрывание ворот |
20 |
|
|
Взвешивание (ТАРА) |
145 |
|
|
Заезд машины на весы |
10 |
|
|
Выход водителя из машины |
30 |
|
|
Получение квитанции о весе (НЕТТО) |
40 |
|
|
Водитель садится в машину |
30 |
|
|
Съезд машины с весов |
15 |
|
|
Закрывание ворот |
20 |
|
|
Итого времени на заготовку вторсырья |
сек. |
290 |
|
мин. |
4,83 |
|
В результате на заготовку текстильного вторсырья с одной машины затрачивается 290 секунд, что равняется 4,83 минуты.
1.Автоматизация процесса заготовки
Автоматизация процесса заготовки вторсырья заключается в следующем:
- Устанавливаются шлагбаумы при въезде на весы и създе с весов, чтобы контролировать время нахождение автомобиля на весах и позволить весам стабилизироваться и показывать точный вес. Так же шлагбаумы открываются быстрее, чем раздвижные ворота (проведены временные замеры хронографом);
- Устанавливаются специальные внешние табло, чтобы водитель не выходил из машины и не шел посмотреть на пункт приема данные весов, а находился в машине. Тем самым сокращается время на информирование водителя о весе и ограничивается доступ третьих лиц к информационному и программному обеспечению на пункте приема;
- Каждому водителю от поставщика выдается магнитная карта. Рядом с весами устанавливается считыватель магнитных карт (СМК), приложив к которому магнитную карту водитель, не выходя из машины, автоматически передаст данные о себе и поставщике;
- После выгрузки сырья из автомобиля процесс повторяется, чтобы вычислить чистый вес привезенного вторсырья. Водитель опять прикладывает магнитную карту к СМК и получает квитанцию со всеми данными, по которой он сможет получить деньги за привезенный груз.
Также рассчитывается время с помощью хронографа и в присутствии эксперта, который делает корректировки по времени в случаях, когда процесс заготовки идет не по графику[2]. В результате получаются следующие усредненные результаты (Табл. 2):
Таблица 2. Расчет времени заготовки после автоматизации
|
Действие |
Время (t, сек) |
|
|
Взвешивание (БРУТТО) |
44 |
|
|
Поднятие шлагбаума (№1) при заезде на весы |
7 |
|
|
Заезд машины на весы |
10 |
|
|
Информирование о поставщиках |
20 |
|
|
Поднятие шлагбаума (№2) при създе с весов |
7 |
|
|
Съезд машины |
5 |
|
|
Взвешивание (ТАРА) |
34 |
|
|
Поднятие шлагбаума (№2) при заезде на весы |
7 |
|
|
Заезд машины на весы |
10 |
|
|
Получение квитанции о весе (НЕТТО) |
5 |
|
|
Поднятие шлагбаума (№1) при създе с весов |
7 |
|
|
Съезд машины |
5 |
|
|
Итого времени на заготовку вторсырья |
сек. |
78 |
|
мин. |
1,30 |
|
Очень наглядно видна разница во времени до и после автоматизации процесса заготовки на графиках ниже (Рис.1, Рис.2).
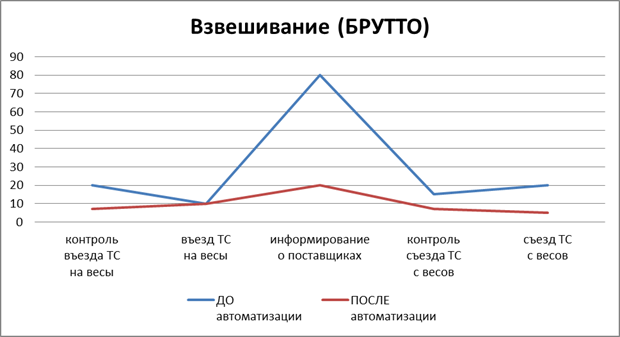
Рисунок 1.Время взвешивания (БРУТТО) до и после автоматизации
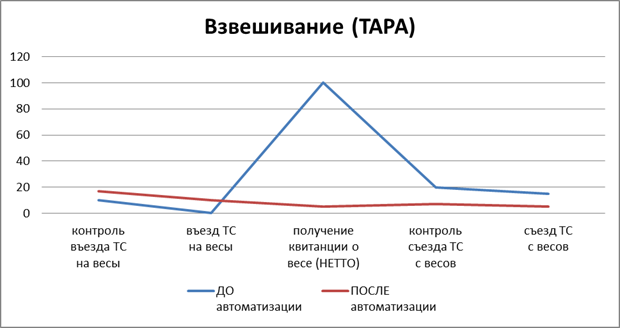
Рисунок 2.Время взвешивания (ТАРА) до и после автоматизации
1.Математическая модель
Процесс заготовки вторсырья на производстве можно определить как одноканальную систему массового обслуживания (СМО) с ожиданием и отказами[3].
Характеристики данной СМО:
- Правило FIFO
- Система с одним каналом обслуживания (весовая на приемном пункте ПЗП) (Рис. 3)
- Система с ожиданием (очередью)
- Ожидание ограничено длиной очереди (каждая N-машина выходит из потока, не дождавшись своей очереди: по статистике каждая 6-ая машина)
- Очередь (поток автомобилей) распределена по закону Пуассона
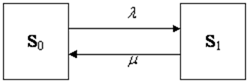
Рисунок 3. Канал обслуживания
Определим вероятностные характеристики пункта приема текстильного вторсырья на ПЗП, работающего в стационарном режиме:
После автоматизации процесса получили увеличение производительности в процессе заготовки (Табл. 3):
Таблица 3. Расчет СМО до и после автоматизации процесса заготовки
|
Действие |
Значение до |
Значение после автоматизации |
Единицы измерения |
|||
|
Дано |
||||||
|
Номер по счету автомобиля, не дождавшегося своей очереди (N) |
6 |
6 |
автомобиль |
|||
|
Время обслуживания автомобиля распределено по показательному закону и в среднем составляет ( |
4,83 |
1,3 |
мин |
|||
|
Интенсивность прибытия автомобилей на обслуживание (λ) |
0,4 |
0,4 |
автомобиль/мин |
|||
|
Решение |
||||||
|
Интенсивность потока обслуживания автомобилей |
|
0,21 |
0,77 |
мин |
||
|
Приведенная интенсивность потока автомобилей |
|
1,93 |
0,52 |
|
||
|
Финальные вероятности системы |
|
0,01 |
0,48 |
|||
|
0,02 |
0,25 |
|||||
|
0,03 |
0,13 |
|||||
|
0,07 |
0,07 |
|||||
|
0,13 |
0,04 |
|||||
|
0,25 |
0,02 |
|||||
|
0,49 |
0,01 |
|||||
|
Вероятность отказа в обслуживании автомобиля |
|
0,94 |
0 |
|||
|
Относительная пропускная способность пункта приема |
|
0,06 |
1 |
|
||
|
Абсолютная пропускная способность пункта приема |
|
0,02 |
0,4 |
автомобиль/мин |
||
|
Среднее число автомобилей в СМО
|
5 |
1,01 |
автомобиль |
|||
|
Среднее время пребывания автомобиля в СМО |
|
24,37 |
2,55 |
мин |
||
|
Средняя продолжительность пребывания заявки в очереди на обслуживание |
|
19,54 |
1,25 |
мин |
||
|
Среднее число заявок в очереди (длина очереди) |
|
4,01 |
0,5 |
шт |
||

Выводы
До автоматизации пункт приема вторсырья не обслуживает автомобили в среднем в 94% случаев[4]. После автоматизации этот процент стремится к нулю, что позволяет увеличить количество заготовки на производственном участке;
- Снизить процент вероятности потери поставщика или машины с заготовкой практически до нуля;
- Ускорить процесс заготовки;
- Обслужить почти в 3 раза больше машин за то же время (но в реальных условиях не бывает такого потока машин с такой очередью);
- Снизить производственные издержки;
- Повысить уровень сохранности данных предприятия.
Список литературы
1.Панкратов С.А., «Система графической аутентификации», «Молодые учёные – развитию текстильной и лёгкой промышленности (ПОИСК-2009): сб. материалов межвузовской научно-технической конференции аспирантов и студентов / ИГТА. – Иваново, 2009.
2.Панкратов С.А., «Проблемы экономики и прогрессивные технологии в текстильной, легкой и полиграфической отраслях промышленности», Всероссийская науч.-техн. конф. (2009, Санкт-Петербург) «Система графической аутентификации»: тез.докл. – СПб.: СПГУТД, 2009;
3.Панкратов С.А., «Комплексная защита корпоративной информации на текстильном предприятии» // Тезисы докладов Международной научно-технической конференции «Современные технологии и оборудование текстильной промышленности» (ТЕКСТИЛЬ-2011) – М.: ФГБОУ ВПО «МГТУ им. А.Н. Косыгина», 2011;
4.Панкратов С.А., Фирсов А.В., «Комплекс методов по автоматизации процессов усиления защиты корпоративной информации на примере производственно-заготовительного холдинга по переработке текстильного вторсырья», Современные тенденции развития информационных технологий в текстильной науке и практике: сборник материалов докладов всероссийской научно-технической конференции – Димитровград: ДИТИ НИЯУ МИФИ, 2012.