Челночная технология изготовления фибробетона с агрегированным распределением фибр и его конструктивные свойства
Аннотация
Постановка задачи. Одной из важнейших технологических задач является получение фибробетонов с равномерным (агрегированным) распределением волокон по объему бетона, от чего существенно зависят конструктивные и эксплуатационные свойства фибробетонов.
Результаты. Предложена челночная технология приготовления фибробетона с агрегированным распределением волокон, исследовано изменение его конструктивных свойств, разработаны расчетные рекомендации по оценке его прочностных и деформативных характеристик и диаграмм деформирования при сжатии и растяжении.
Выводы. Данные экспериментальных исследований позволяют сделать вывод о положительном влиянии предложенной технологии на свойства и характеристики фибробетонов с агрегированным распределением волокон.
Ключевые слова: фибробетон с агрегированным распределением волокон, прочностные и деформативные характеристики, диаграммы деформирования.Ключевые слова:
Введение. Одной из основных проблем фибробетона и фиброжелезобетона является создание равномерного (агрегированного) распределения волокон по длине или объему элемента.
Эту проблему, чаще всего без особого успеха, пытаются решить с помощью раздельных технологий перемешивания различных компонентов фибробетона в бетоносмесителях или с применением специальных их видов.
Ниже предлагается челночная технология создания фибробетона с агрегированным распределением волокон, исследуются его прочностные и деформативные характеристики и диаграммы деформирования «напряжения-деформации» при сжатии и растяжении, а также даются рекомендации по их расчетной оценке как основных параметров, используемых для расчета и проектирования строительных конструкций.
1. Идея челночной технологии основана также на раздельном, но не перемешивании, а смешивании основных компонентов фибробетона – бетона и фибр, и внутри не смесителя, а опалубки изготавливаемого элемента.
Так, для линейных элементов, например балок, плит или колонн, вдоль оси опалубки, слева и справа от нее устанавливаются две системы направляющих (салазок), вдоль которых по заданному режиму перемещаются каретки (рис.1):
- с одной стороны – с подающей бетон трубой бетононасоса,
- с другой стороны – с подающим фибры раструбом дозатора волокон.
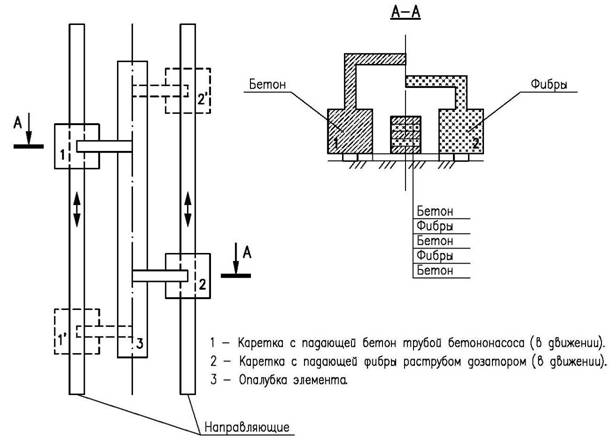
Рис.1. Челночная технология изготовления фибробетона.
Перемещения кареток могут быть заданы в 4 разных режимах:
- последовательного однонаправленного движения,
- последовательного разнонаправленного движения,
- одновременного однонаправленного движения,
- одновременного разнонаправленного движения.
Подача материалов – бетона и фибр – также может регулироваться задаванием различных режимов, соответствующих режимам движения кареток.
Для массивных элементов с размерами одного порядка по всем осям предлагаемая технология включает устройство подвижных кареток с подачей бетона и фибр по двум или четырем сторонам изготавливаемого элемента, режимы движения и подачи материалов при этом могут быть заданы в любой последовательности и продолжительности.
2. Исследования конструктивных свойств и диаграмм деформирования фибробетонов с агрегированным распределением волокон были проведены для проверки эффективности предлагаемой челночной технологии и включали испытания на осевое сжатие и растяжение 60 опытных образцов из фибробетона, изготовленных по обычной и челночной технологиям
В опытах варьировались (рис.2):
– технология приготовления фибробетона – обычная, челночная в четырех режимах (последовательного одно- и разнонаправленного и одновременного одно- и разнонаправ-ленного движения);
– вид НДС – осевое сжатие, осевое растяжение;
– вид образцов – призмы 10х10х40см, восьмерки 10х10х70см;
– возраст бетона – 7, 28, 90 и 365 суток;
– режим испытаний – с постоянной скоростью нагружения, с постоянной скоростью деформирования.
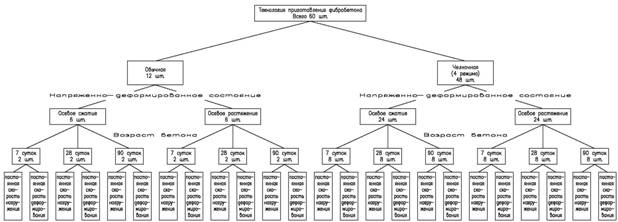
Рис.2. Программа экспериментальных исследований.
В качестве исходных материалов принимались бетон обычный тяжелый, плотностью 2500кг/м3 класса В 30 и стальные волокна, с процентом фибрового армирования 4%.
Испытания опытных образцов проводили в возрасте 7, 28, 90 и 365 суток, дублируя их – с постоянной скоростью нагружения и с постоянной скоростью деформирования. При этом использовалось как тензометрическое, так и осциллографическое оборудование, позволившее получить не только прочностные и деформативные характеристики фибробетона, но и его полные диаграммы деформирования «напряжения-деформации» при сжатии и растяжении.
Перемещения кареток с подающей бетон трубой бетононасоса и с подающим фибры раструбом дозатора волокон осуществлялись с помощью горизонтальных лебедочных механизмов. Последние были установлены по обе стороны от опалубок опытных образцов всей серии, выставленных в ряд по одной оси, в начале и в конце.
Каретки перемещались вдоль опалубки со скоростью, равной примерно 0,2м/сек.
Скорости расхода бетона и фибр для большей равномерности распределения (агрегирования) волокон были подобраны таким образом, чтобы при одной проходке кареток заполнялась не более 1/8 высоты опалубки. Другими словами, полное заполнение опалубки обеспечивалось за 4 проходки каждой из кареток.
Анализ результатов исследований выявил следующую картину.
Прочность на сжатие (табл. 1,2) в возрасте 7 суток у фибробетонов, изготовленных по челночной технологии по режимам 1, 2, 3 и 4, была выше, чем у фибробетонов, изготовленных по обычнойтехнологии, – на 6,3; 6,7; 6,4 и 6,9% соответственно. К 28 суткам эта разница составила соответственно 9,6; 9,8; 9,7 и 10,1%, к 90 суткам – 10,4; 10,8; 10,5 и 11% соответственно и на 365 сутки – 11,5; 12,1; 11,7 и 12,2% соответственно.
Прочность на растяжение (табл. 1,2) демонстрировала те же тенденции – здесь в возрасте 7 суток отклонения составляли 8,3; 7,9; 8,1 и 8,9% %, 28 суток - 10,2; 10,8; 10,0 и 11,1%, к 90 суткам – 12,3; 12,8; 12,6 и 12,9% соответственно и на 365 сутки – 12,4; 13,2; 12,7 и 13,3% соответственно.
Таблица 1
Прочность фибробетона при различных технологиях изготовления на осевое сжатие и осевое растяжение
|
Технология изготовления фибробетона |
Средняя прочность, МПа, в возрасте, сут. |
|||||||
|
7 |
28 |
90 |
365 |
|||||
|
Rb |
Rbt |
Rb |
Rbt |
Rb |
Rbt |
Rb |
Rbt |
|
|
Обычная |
13,3 |
1,1 |
28,1 |
2,7 |
29,3 |
2,9 |
30,2 |
3,1 |
|
Челночная: режим 1 |
14,1 |
1,2 |
30,8 |
3 |
32,3 |
3,3 |
33,7 |
3,5 |
Таблица 2
Отклонения прочности на осевое сжатие (числитель) и осевое растяжение (знаменатель)
фибробетонов по челночной технологии от фибробетонов по обычной технологии,
|
Режимы челночной технологии фибробетона |
Отклонения прочности, %, в возрасте, сут. |
|||
|
7 |
28 |
90 |
365 |
|
|
режим 1 режим 2 режим 3 режим 4 |
6,3 |
9,6 |
10,4 |
11,5 |
|
6,4 |
9,7 |
10,5 |
11,7 |
|
Анализ полученных данных позволил сделать следующие выводы.
1 - причиной повышения прочности на осевое сжатие и растяжение фибробетонов, изготовленных по челночной технологии по сравнению с фибрбетонами, изготовленных по обычной технологии в любом возрасте являлось равномерное (агрегированное) распределение волокон по сечениям, позволяющее, во-первых - сделать кластерообразование в таких фибробетонах более равномерным, а во-вторых - более полно использовать прочностные качества фибр.
2 – величина повышения прочности фибробетонов, изготовленных по челночной технологии по сравнению с прочностью фибробетонов, изготовленных по обычной технологии, находилась примерно в одних и тех же пределах практически независимо от режима челночной технологии.
3 - превышение прочности фибробетонов, изготовленных по челночной технологии над прочностью фибробетонов, изготовленных по обычной технологии, растет с увеличением возраста бетона вплоть до 365 суток при любом режиме челночной технологии, что объясняется упорядочением продолжающихся процессов гидратации в цементном камне в течение всего этого периода.
4 – относительное превышение прочности фибробетонов, изготовленных по челночной технологии над прочностью фибробетонов, изготовленных по обычной технологии, несколько больше при осевом растяжении, чем при осевом сжатии, хотя в целях упрощения расчетных рекомендаций их можно принять одинаковыми.
Предельные деформации (соответствующие максимальной прочности) фибробетонов как при осевом сжатии, так и при осевом растяжении демонстрировали обратную картину – у фибробетонов, изготовленных по челночной технологии, по сравнению с фибробетонами, изготовленными по обычной технологии, они снижались, причем во все контрольные сроки твердения.
Так, при 7 сутках предельные деформации при осевом сжатии εbR у фибробетонов, изготовленных по челночной технологии они были меньше, чем у фибробетонов, изготовленных по обычной технологии – на 7,7…9,3%. К 28 суткам эта разница составила 10,1…12,9%, к 90 суткам – 12,2…14,5% и на 365 сутки – 14,8…15,6% соответственно, причем независимо от режима челночной технологии.
Указанные тенденции характерны и для предельных деформаций и при осевом растяжении εbtR у фибробетонов, изготовленных по челночной и обычной технологиям.
Начальный модуль упругости при сжатии Еb и растяжении Еbt у фибробетонов, изготовленных по челночной технологии практически при всех ее режимах и во все сроки твердения был одинаков и до 9,9…11,1% выше, чем у фибробетонов, изготовленных по обычной технологии.
Повышение начального модуля упругости объяснялось повышением прочности и уменьшением предельных деформаций фибробетонов, изготовленных по челночной технологии по сравнению с теми же характеристиками фибробетонов, изготовленных по обычной технологии, что смещало вверх и влево максимум на диаграмме «напряжения-деформации».
Диаграммы деформирования «напряжения-деформации» – для них при сжатии и при растяжении фибробетонов, изготовленных по челночной технологии по сравнению с фибробетонами по обычной технологии, принятых за эталонные, при всех сроках твердения характерны уже упомянутые выше особенности (рис.3): максимум смещается вверх и влево; угол подъема в начале координат растет; увеличивается подъемистость диаграммы в восходящей ветви.
В целом же очевидно, что при изготовлении по челночной технологии независимо от ее режима становится возможным получение фибробетонов улучшенной структуры и с более высокими физико-механическими характеристиками.
3. Предложения по аналитическому описанию характеристик фибробетонов при челночной технологии в различные сроки твердения сводятся к рекомендациям по аналитическому описанию коэффициентов изменения их прочностных и деформативных характеристик в зависимости от возраста бетона ввиде:
K = f (t), (1)
где f – соответствующая функция; t – возраст фибробетонов.
За единую базовую функцию примем зависимость П. Сарджина, рекомендованную ЕКБ-ФИП для описания диаграмм деформирования бетона:
 , (2)
, (2)
где XR, YR – координаты максимума графика функции (2) в абсолютных показателях; К – управляющий параметр, влияющий на форму графика функции (2), трансформирующегося в прямую (К=1), квадратичную параболу (К=2) и действительную ветвь квадратичной гиперболы (1<K<2 и K>2).
В качестве функции Y/YR в выбранной нами функции (2) выступают приращения D прочностных Rb, Rbt и деформативных εbR, εbtR характеристик, а также начального модуля упругости Eb=Ebt фибробетонов, приготовленных по челночной технологии, а в качестве аргумента Х/XR – относительный возраст фибробетона (t/28).
Статистическая обработка полученных результатов позволила определить значения значений управляющих параметров К для прочностных Rb, Rbt , деформативных εbR, εbtR характеристик и начального модуля упругости Eb=Ebt фибробетонов, изготовленных по челночной технологии и свести их в таблицу 3. При этом выяснилось, что значения К для всех указанных параметров при сжатии и растяжении близки между собой, что дало основание рекомендовать для расчетов единые значения К при сжатии и растяжении.
Таблица 3
Функции, аргументы и значения параметров зависимости (2) для определения прочностных и деформативных характеристик фибробетонов при челночной технологии изготовления и в разные сроки твердения
|
Вид бетона |
Вид |
Функция |
Аргумент |
Значения параметра К |
|
Фибробетон по челночной технологии |
KR= f (t) |
KR |
t |
|
|
KεR= f (t) |
KεR |
t |
|
|
|
KE= f (t) |
KE |
t |
|
Анализ показал хорошую сходимость разработанных теоретических рекомендаций с нашими экспериментальными результатами.
4. Аналитическое описание диаграмм деформирования "напряжения-деформации" фибропенобетонов, изготовленных по челночной технологии и сроках твердения, и их взаимосвязь при сжатии и растяжении.
Одной из наиболее удобных и распространенных в мире зависимостей является функция, предложенная П. Сарджином, и рекомендованная ЕКБ-ФИП для расчетов железобетонных конструкций:
 , (3)
, (3)
где R и εR – максимальная прочность и соответствующие ей деформации на сжатие или растяжение; К=εRЕ/R – численный параметр, равный отношению начального Е (касательного) модуля упругости к предельному (секущему) модулю упругости R/εR в момент достижения максимума функции (5) с координатами R и εR.
В тех же рекомендациях предлагалось принимать диаграммы деформирования бетона при сжатии "σb-εb" и при растяжении "σbt-εbt" подобными, имеющими одинаковый начальный Еb=Еbt и секущий модуль упругости Rb/εbR = Rbt/εbtR , как и параметр К.
В целях единообразия предлагаемых расчетных зависимостей, применим единые функции (2)–(3) как для оценки изменения прочностных и деформативных характеристик, так и для описания диаграмм деформирования фибробетона в различные сроки твердения при сжатии и растяжении.
В целом, порядок расчетной оценки изменения свойств фибробетона при челночной технологии имеет вид.
На первом этапе определяется изменение прочностных ΔRb и ΔRbt и деформативных ΔεbR, ΔεbtR, ΔЕb, ΔЕbt при необходимых температурах воды затворения и сроках твердения при сжатии и растяжении – по зависимости (2) и табл. 3.
На втором этапе для описания диаграмм "σ-ε" фибробетона при челночной технологии и сроках твердения при сжатии и растяжении в различные сроки твердения используется функция (3) с подстановкой в нее вместо R и εR соответственно (Rb + ΔRb); (ε + ΔεbR); ΔЕb, при сжатии и (Rbt + ΔRbt); (εbtR + ΔεbtR); ΔЕbt при растяжении, при этом параметр К:
![]() (4)
(4)
Анализ показал хорошую сходимость опытных и расчетных результатов.
Взаимосвязь изменения диаграмм деформирования фибробетонов при сжатии и растяжении наиболее просто и достоверно отражена в уже упоминавшихся рекомендациях ЕКБ – ФИП - в них принимается равенство начальных модулей упругости при сжатии и растяжении Eb = Ebt, то есть касательных к диаграммам “σb -εb” и “σbt - εbt” в начале координат и рекомендуется одинаковое значение параметра при сжатии и растяжении
![]() (5)
(5)
то есть секущих в точках максимумов диаграмм “σb -εb” и “σbt - εbt”, а также дается одинаковая функция “σ -ε” при сжатии и растяжении – формула (3).
Тем самым диаграммы при сжатии и растяжении предполагаются подобными.
Анализ полученных нами опытных данных выявил дополнительные факты взаимосвязи изменения диаграмм “σ-ε” фибробетонов, приготовленных по челночной технологии, при сжатии и растяжении.
Это касается координат максимумов диаграмм “σb -εb” и “σbt -εbt” при каждом определенном сроке твердения - оказалось, что они лежат при сжатии и растяжении на одной прямой, проходящей через начало координат графика.
То есть, подобие диаграмм “σb -εb” и “σbt -εbt” имеет место и для фибробетонов, приготовленных по челночной технологии, при сжатии и растяжении в одинаковые возрасты твердения.
4. Нормативные и расчетные характеристики фибропенобетона при челночной технологии. После установления изменения характеристик фибробетонов при челночной технологии необходимы рекомендации по расчетному определению их нормативных и расчетных сопротивления для расчета по предельным состояниям I и II групп.
Для этого необходима определенная статистика, основанная на большом количестве экспериментальных данных.
С этой целью нами были проведены дополнительные экспериментальные исследования – изготовлено и испытано 80 кубов размером 10х10х10см из фибробетона, приготовленного по челночной технологии, из которых по 40 испытывались на осевое сжатие и растяжение при раскалывании.
По результатам статистической обработки опытных данных были определены нормативные сопротивления сжатию и растяжению при надежности 0,95. Их значения, являющиеся одновременно расчетными сопротивлениями для предельных состояний второй группы Rb,ser и Rbt,ser для фибробетонов класса В 30 с процентом фибрового армирования µ=4% приводятся в таблице 4.
Расчетные сопротивления фибробетонов для предельных состояний первой группы Rb и Rbtполучали как частное от деления нормативных сопротивлений сжатию и растяжению на соответствующие коэффициенты надежности по бетону при сжатии ![]() bc = 1,3 и при растяжении
bc = 1,3 и при растяжении![]() bt = 1,5.
bt = 1,5.
При расчете и проектировании фибробетонных элементов необходимо учитывать также деформативность тяжелых фибробетонов.
Для них при µ=4%, при обычной технологии изготовления предельную сжимаемость можно принимать при кратковременном нагружении равной 260 . 10-5 , а предельную растяжимость - 30 . 10-5. Другими словами, предельная сжимаемость увеличивается в 1,3 раза, а предельная растяжимость - в 1,5 раза по сравнению с нормированными значениями для бетона без фибр.
Для тяжелых же фибробетонов при µ=4%, при челночной технологии изготовления предельную сжимаемость можно принимать при кратковременном нагружении равной 235 . 10-5 , а предельную растяжимость - 27 . 10-5. Другими словами, предельная сжимаемость и растяжимость фибробетонов при челночной технологии снижается на 10% по сравнению с обычной технологией.
Таблица 4
Нормативные и расчетные характеристики фибробетона класса В 5 при челночной технологии с процентом фибрового армирования µ=4%
|
Вид сопротивления |
Нормативные и расчетные характеристики, МПа |
||
|
нормативные |
расчетные |
начальные |
|
|
Сжатие |
29,7 |
22,8 |
3,57 |
|
Растяжение |
3,0 |
2,0 |
3,57 |
5. Выводы
1.Проведенные экспериментальные исследования фибробетонов класса В 30, изготовленных по предложенной челночной технологии, выявили, что они имеют лучшие конструктивные характеристики по сравнению с фибробетонами, изготовленными по обычной технологии.
2.Установлено, что у фибробетонов класса В 30, изготовленных по челночной технологии, в возрасте 28 суток –увеличивается прочность на осевое сжатие – до 10,1% ; прочность на осевое растяжение – до 11,1%; модуль упругости – до 12,9%; уменьшаются предельные деформации – до 12,8%.
3.Выявлено, что изменение характеристик фибробетонов, изготовленных по челночной технологии, продолжается и стабилизируется к возрасту 365 сут.
4. Предложены расчетные рекомендации для учета изменения прочностных и деформативных характеристик фибробетонов, изготовленных по челночной технологии, в возрасте 7,28,90,365 суток при осевом сжатии и растяжении, определены их параметры и коэффициенты.
4. Выявлено изменение диаграмм деформирования «напряжения-деформации» фибробетонов, изготовленных по челночной технологии, в возрасте 7,28,90,365 суток при осевом сжатии и растяжении.
5.Предложено использовать для расчетного описания диаграмм деформирования «напряжения-деформации» в любом возрасте при осевом сжатии и растяжении формулу ЕКБ-ФИП с учетом разработанных рекомендаций по оценке изменения их прочностных и деформативных характеристик.
6. Выявлена взаимосвязь изменений характеристик и диаграмм деформирования фибробетонов, изготовленных по челночной технологии, в различном возрасте при осевом сжатии и растяжении. Предложена расчетная зависимость для описания этой взаимосвязи, имеющая в целях единообразия, одинаковый вид и структуру с расчетными рекомендациями, разработанными для характеристик фибробетона и его диаграмм деформирования.
7. По результатам статистической обработки опытных данных при надежности 0,95 определены и рекомендованы для применения при проектировании нормативные сопротивления на сжатие и растяжение Rbn и Rbtn фибробетона класса В 30, изготовленных по челночной технологии, при проценте фибрового армирования 4%, а также расчетные сопротивления для предельных состояний первой Rb и Rbt и второй группы Rb,ser и Rbt,ser.